Ę¹║Ž╩ął÷ąĶŪ¾Ą─▓Ż┴¦Ų┐ųŲįņ│╠ą“
▓Ż┴¦Ų┐╔·«a▀^│╠ųąŻ¼Ģ■«a╔·Ė„ĘNĄ─╚▒Ž▌«aŲĘŻ¼Įo«aŲĘĦüĒć└ųžļ[╗╝ĪŻ×ķ┴╦╠ßĖ▀▓Ż┴¦Ų┐│÷ÅS┘|┴┐Ż¼▓Ż┴¦Ų┐ÅS╝ę¼Fį┌┐┐╚╦╣żÖz▓ķ╠¶│²ÅUŲĘĪŻĄ½╚╦╣żÖz▓ķ╦┘Č╚┬²Ż¼ąĶ꬚╝ė├┤¾┴┐Ą─╚╦┴”Īó╬’┴”┘Yį┤║═ł÷Ąž┘Yį┤Ż¼Č°Ūę╚╦č█śOęū│÷¼FŲŻä┌║═╩Ķ║÷Ą─ŪķørĪŻļSų°ėŗ╦ŃÖC╝╝ąg▓╗öÓ░lš╣Ż¼¼Fį┌ęčĮøų▓Į╩╣ė├ėŗ╦ŃÖC┤·╠µ╚╦╣ż▀Mąą┘|┴┐Öz£yŻ¼▀@śėÖz£yś╦£╩┐╔ęį═©▀^ŽĄĮy▀MąąįOų├Ż¼▓╗╩▄ų„ė^ę“╦žĄ─ė░ĒæŻ¼▀B└m£╩┤_┐╔┐┐Ąž═Ļ│╔Öz£y╣żū„ĪŻ
▓Ż┴¦Ų┐┘|┴┐Öz£yę¬Ū¾
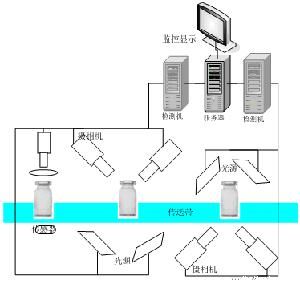
▒ŠŽĄĮyßśī”╦Äė├▓Ż┴¦Ų┐Ą─╚▒Ž▌Öz£yŻ¼░³└©░ū╔½Ų┐Īóūž╔½Ų┐╝░ėą┐╠Č╚Ą─▓Ż┴¦Ų┐Ą╚Ż¼╚ńłD1╦∙╩ŠĪŻ



łD1 ┤²Öz£y▓Ż┴¦Ų┐╩Š└²
ŽĄĮyų„ę¬Öz£y╣”─▄░³└©Ż║
AĪó│▀┤ńÖz£yŻ©░³└©▓Ż┴¦Ų┐Ų┐Ė▀Īó▓Ż┴¦Ų┐╔Ē═ŌÅĮĪó▓Ż┴¦Ų┐┐┌═ŌÅĮĪó▓Ż┴¦Ų┐┐┌Ė▀Č╚Ą╚Ż®Ż╗
B\▓Ż┴¦Ų┐╔Ē═Ōė^╚▒Ž▌Ż©░³└©ÜŌ┼▌Īóļs┘|Īó±▐░ÖĪóÖMžQŚl╝yĪóš│▀BĪóĮY╩»Īó┴č╝yĪó┐╠║█Īó▓┴é¹╝░├„’@Ą─ė═┼KĪó╩ųėĪĄ╚Ż®Ż╗
CĪó▓Ż┴¦Ų┐Ąū╚▒Ž▌Å─é╚├µ┐╔ęį┼─özĄĮŻ©░³└©Ų┐Ąū░╝═╣▓╗ŲĮĪóĄū┤╠ĪóŲ½ĄūĄ╚Ż®Ż╗
DĪó▓Ż┴¦Ų┐╝ń▓┐╚▒Ž▌Ż©░³└©ą▒╝ńĪó═ßŲ┐Īó┼cŲ┐╔ĒŅÉ╦ŲĄ─═Ōė^╚▒Ž▌Ą╚Ż®Ż╗
EĪó▓Ż┴¦Ų┐┐┌▓┐ĘųĄ─Öz£yā╚╚▌╩Ū│²┴╦Öz£y▓Ż┴¦Ų┐Ų┐╔Ē═Ōė^╔Ž─Ūą®╚▒Ž▌ŅÉą══ŌŻ¼▀ĆąĶę¬Öz£y╚▒┐┌ĪóŲŲ┐┌ĪółA┐┌▓╗²RĄ╚╚▒Ž▌ĪŻ
ė▓╝■įOėŗ
Ė∙ō■Öz£y╚▒Ž▌ŅÉą═Ą─ąĶŪ¾Ż¼ŽĄĮy▓╔ė├╬Õ┼_Ė▀╦┘özŽ±ÖCŻ¼«ö▓Ż┴¦Ų┐į┌é„╦═Ħ╔ŽĄ─▀\äė▀^│╠ųąŻ¼ŽĄĮy▓╔ė├═Ōė|░lĘĮ╩Įį┌╣╠Č©╬╗ų├£╩┤_ūź┼─╦─éĆé╚├µĄ─łDŽ±║═ę╗éĆ▓Ż┴¦Ų┐┐┌łDŽ±Ż¼╚╗║¾łDŽ±é„▌öĄĮā╔┼_Ė▀ąį─▄╠Ä└ĒŲ„ųą▀Mąą╠Ä└Ē║═Ęų╬÷ėŗ╦ŃŻ¼ŲõĮY╣¹ģR┐éĄĮę╗┼_Ę■äšŲ„╔Ž▀MąąĮyę╗┐žųŲ║═’@╩ŠĪŻözŽ±ÖC▀xė├┤¾║ŃDH-HV1310FMŻ¼Ęų▒µ┬╩×ķ1280*1024Ż¼ų¦│ų8bit╗“12bit▌ö│÷ĪŻ╦─éĆé╚├µözŽ±ÖCų«ķgĄ─ŖAĮŪ×ķ90Č╚Ż¼▒ŻūCš¹éĆŲ┐Ą─Öz£yø]ėą├żģ^ĪŻ▓Ż┴¦Ų┐┐┌▓┐Ęųå╬¬Ü▓╔ė├ę╗éĆŽÓÖC▀Mąą╠Ä└ĒŻ¼▓╔ė├═ļą╬¤¶╣Ōį┤▀Mąą┼─özłDŽ±ĪŻ
Ė∙ō■╚▒Ž▌Ą─╠žš„ŠC║ŽĘų╬÷Ż¼░l¼Fī”ė┌▓Ż┴¦Ų┐╔Ē═Ōé╚╚▒Ž▌Ż¼▓╔ė├Ė▀┴┴Č╚▒│╣Ōį┤Ą─┤“╣ŌĘĮ╩Į─▄║▄║├ĄžĘ┤ė│Ė„ĘN╚▒Ž▌Ż╗ī”ė┌▓Ż┴¦Ų┐┐┌▒Ē├µ╚▒Ž▌Ż¼┐╝æ]╔·«aŠĆ╠ž³c║═│õĘųĘ┤ė│▓Ż┴¦Ų┐┐┌▒Ē├µ╚▒Ž▌Ą─ę¬Ū¾Ż¼ūįąąįOėŗę╗ĘN═ļą╬╣Ōį┤Ż¼▀@śėį┌▓╗Ė─ūā¼Fėą╔·«aŠĆįOéõ╔Ž║▄║├ĄžÖz£y▓Ż┴¦Ų┐┐┌▓┐Ęų╚▒Ž▌ĪŻ
ė╔ė┌╔·«aŠĆ╔Ž▓Ż┴¦▓Ż┴¦Ų┐Ą─ŅÉą═┐╔─▄Ģ■Ė∙ō■ąĶŪ¾Įø│ŻĖ³ōQ(▓Ż┴¦Ų┐Ė▀Č╚ĘČć·į┌15-150mm)Ż¼ńRŅ^Ą─▀xō±╬ęéā│õĘų┐╝æ]▀@éĆę“╦žŻ¼▓╔ė├Ą─╩Ūcomputar╣½╦ŠĄ─M3Z1228C-MPūāĮ╣ńRŅ^Ż¼į┌▒ŠŽĄĮyųą½@Ą├▌^║├Ą─łDŽ±Ż¼═¼ĢrØMūŃ▓╗═¼│▀┤ńĄ─▓Ż┴¦Ų┐į┌ęĢł÷ā╚│╔Ž±ę¬Ū¾ĪŻ
═¼ĢrįOėŗę╗éĆīŻė├Ą─ą┼╠¢╠Ä└ĒŲ„Ż¼Įė╩š╠Ä└Ēé„ĖąŲ„Ą─ė|░lą┼╠¢Ż¼═¼Ģrīóė|░lą┼╠¢▐D░lĄĮözŽ±ÖCĪŻ┴Ē═Ō┐╔ė╔Įė╩šłDŽ±╠Ä└ĒŲ„░l╦═üĒĄ─╠▐ÅUą┼ŽóŻ¼═©▀^ŠÄ┤aŲ„ūįäėėŗ╦Ńčė▀tąąöĄ▓ó£╩┤_▌ö│÷╠▐ÅUė|░lą┼╠¢ĪŻ
ė▓╝■š¹¾wĮYśŗ╚ńłD2╦∙╩ŠŻ║
łD2 ė▓╝■ŽĄĮyĮYśŗįŁ└ĒłD
▄ø╝■įOėŗ
š¹éĆŽĄĮy▄ø╝■▓╔ė├VC++6.0ķ_░lŻ¼Ęų×ķā╔éĆ▓┐ĘųŻ║Ę■äšŲ„▓┐Ęų═Ļ│╔ą┼ŽóĄ─ŠC║ŽŻ¼öĄō■┤µā”ęį╝░║¾└mĄ─Öz£yĮY╣¹ą┼ŽóĮyėŗĘų╬÷Ż╗Öz£yČ╦▓┐Ęųų„ę¬═Ļ│╔łDŽ±▓╔╝»║═╚▒Ž▌Ęų╬÷ĪŻī”ė┌Öz£yŽĄĮyüĒšfŻ¼Ųõ║╦ą─▓┐Ęų×ķ╚▒Ž▌Öz£y╦ŃĘ©▓┐ĘųŻ¼ŽĄĮy╦ŃĘ©▓┐Ęų╩Ū╗∙ė┌DHImageÄņĄ─╗∙ĄA╔Žūįąąķ_░l═Ļ│╔Ż¼Öz£y╦ŃĘ©┴„│╠╚ńłD3╦∙╩ŠĪŻ
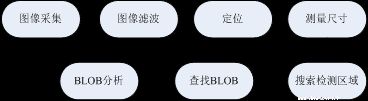
łD3 Öz£y╦ŃĘ©┴„│╠łD
ė╔ė┌į┌╔·«aŠĆųą▌ö╦═▓Ż┴¦Ą─é„╦═ĦėąĢrĢ■░l╔·ČČäėŻ¼ī¦ų┬┼─özĄ─▓Ż┴¦Ų┐łDŽ±░l╔·āAą▒Ż¼×ķ┴╦Š½┤_Ąž£y┴┐ŽÓĻP│▀┤ńŻ¼╬ęéā▒žĒÜī”▓Ż┴¦Ų┐▀MąąČ©╬╗ĪŻŽĄĮy╩ūŽ╚▓ķšę▓Ż┴¦Ų┐═Ō▌å└¬Ż¼╚╗║¾▓╔ė├╗∙ė┌▌å└¬┼õ£╩Ą─ĘĮĘ©üĒŠ½┤_Č©╬╗Ż¼▀@×ķ║¾└m│▀┤ń£y┴┐╠ß╣®║▄║├Ąž▒ŻūCĪŻ×ķ┴╦£p╔┘łDŽ±▀ģŠē║▄ČÓĻÄė░Ė╔ö_Ż¼═¼Ģr½@Ą├▒M┐╔─▄┤¾Ą─Öz£yģ^ė“Ż¼╬ęéāį┌Ęų╬÷╚▒Ž▌Ū░į÷╝ė┴╦ę╗éĆ╦č╦„Öz£yģ^ė“Ą─▓Į¾EŻ¼ų„ꬊ═╩ŪĖ∙ō■▓Ż┴¦Ų┐ūį╔Ē╠ž³cūįäėėŗ╦Ńā╚▓┐īŹļHģ^ė“Ż¼═¼Ģrī”ė┌ę╗ą®į┌▀ģŠēĄ─╚▒Ž▌(ÜŌ┼▌Ż¼┴č╝y)▀MąąŅA┼ąĪŻį┌║¾├µĄ─BLOB(▀B═©ģ^ė“ēKŻ¼┐╔─▄╩Ū╚▒Ž▌╗“╩ŪĖ╔ö_)Ęų╬÷ųąŻ¼╬ęéā│õĘų┐╝æ]▓Ż┴¦Ų┐Æņ╦¬▓╗Š∙ä“ąįŻ¼▓Ż┴¦Ų┐║±Č╚▓╗Š∙ä“ąįĄ╚Ą─ė░ĒæŻ¼▓óī”▒ĪŲżĪóš©╔ĒĄ╚▓╗├„’@╚▒Ž▌╠žš„▀Mąą╔Ņ╚ļĘų╬÷Ż¼Ųõųą▓┐Ęų╚▒Ž▌łDŽ±╩Š└²╚ńłD4╦∙╩ŠŻ¼ķ_░lę╗╠ūīŻķTßśī”▓Ż┴¦Ų┐╚▒Ž▌Ęų╬÷Ą─╦ŃĘ©─ŻēKĪŻ
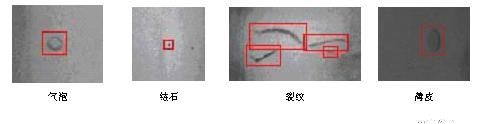
łD4 ▓┐Ęų╚▒Ž▌łDŽ±
¼Fł÷£yįćĮY╣¹
į┌ŽĄĮyķ_░lļAČ╬Ż¼╬ęéāį┌īŹ“×╩ę▓╔ė├┼c¼Fł÷ŅÉ╦ŲĄ─é„╦═Ħ║═▌öŲ┐ÖCĄ╚ÖCąĄįOéõŻ¼įOėŗ░▓čbę╗╠ū▓Ż┴¦Ų┐ūįäė▌ö╦═ŽĄĮyŻ¼═©▀^į┌īŹ“×╩ę▀B└mę╗éĆį┬Ą─ŽĄĮy£yįć║¾Ż¼╬ęéā░č▀@╠ūŽĄĮyĘųļAČ╬Ąž░▓čbį┌░ū╔½Ų┐Īó░ū╔½Ä¦┐╠Č╚Ų┐Īóūž╔½Ų┐Īóūž╔½Ä¦┐╠Č╚Ų┐ęį╝░╣▄Ų┐╔·«aŠĆŻ¼ŲõŽĄĮyų„▒O┐žĮń├µ╚ńłD5╦∙╩ŠĪŻ

łD5ŽĄĮy▀\ąąų„Įń├µ
į┌īŹļH╩╣ė├ųą╬ęéāĖ∙ō■Ė„ĘN▓╗═¼ĘNŅÉ▓Ż┴¦Ų┐╠ž³cŻ¼═Ļ╔ŲÖz£y╦ŃĘ©Ż¼ūŅ║¾▀Mąąā×╗»š¹║ŽŻ¼¼Fį┌Öz£yŽĄĮyĖ∙ō■▀xō±▓╗═¼▀xĒŚŻ¼ņ`╗ŅĄžĖ∙ō■╔·«aąĶę¬Öz£y▓╗═¼ĘNŅÉĄ─▓Ż┴¦Ų┐ĪŻ
═©▀^ę╗─ĻČÓ¼Fł÷╩╣ė├▒Ē├„Ż¼įōŽĄĮy═Ļ╚½─▄ØMūŃ╦Äė├▓Ż┴¦Ų┐┘|┴┐Öz£yę¬Ū¾Ż¼┤¾┤¾╠ßĖ▀Ųõ╔·«aą¦┬╩Ż¼═¼Ģr×ķ╔·«a║ŽĖ±Ą─«aŲĘ╠ß╣®ėąą¦▒ŻūCĪŻĄ½×ķ┴╦╠ß╣®═Ļ├└Ą─Öz£yįOéõŻ¼╬ęéāį┌▒ŻūC¼FėąÖz£y╦┘Č╚Ą─═¼ĢrąĶę¬į┌ęįŽ┬ÄūéĆĘĮ├µ└^└m蹊┐Ż║ī”ė┌Ų┐┐┌ėą┬▌╝y▓┐Ęų╚▒Ž▌Ą─蹊┐Ż╗ī”ė┌▓╗ęÄät┐╠Č╚▓┐Ęų╚▒Ž▌Ą─蹊┐Ż╗ī”ė┌Ų┐Ąū▓┐ĘųąĪ╚▒Ž▌蹊┐Ż╗═Ļ╔Ųī”╚▒Ž▌▓Ż┴¦Ų┐Ą─Õeš`ŅÉą═ĮyėŗĘų╬÷Ż¼×ķ╣żÅSĖ─▀M╔·«a╣ż╦ć╠ß╣®ģó┐╝









 šŃ╣½ŠW░▓éõ 33038102331908╠¢
šŃ╣½ŠW░▓éõ 33038102331908╠¢
